“Brewed for us”(为‘我们酿造):通过回归自己的价值观念,Founders啤酒公司进入美国手工精酿啤酒厂前20名行列 — 当然,也凭借其受到无限喜爱的啤酒。
目前,Founders公司在密歇根州大激流市中心的啤酒厂将产能提高三倍,达到大约10万千升 — 相当于在原有的厂区内建造了第二家啤酒厂。
请激活 javascript,以便能够放映这个录像。
这个项目不亚于在原厂址新建一家年产7万千升的新啤酒厂,就在城市中心,这里甚至还有一些小山坡。

“克朗斯的产品和服务都是货真价实”:左起:Brad Stevenson(首席制造官),Troy Terwilpgh(制造和安装经理),Alec Mpl(酿造运营副总经理),Matt Sutton(包装经理)和Chris Peters(发酵间经理助理)。

套常规糖化设备的能力为每批次35立方,采用三器组合:糖化-过滤槽,煮沸锅,回旋槽,以及一台乏汽冷凝器。

Founders公司也绝不会放弃乏汽冷凝器。在CombiCube B中首次使用时,能源总消耗就立即降低40%。

糖化投料以四个小时的节奏进行。

克朗斯负责全部管路铺设,安装Evoguard双座阀阵,并为自动化控制流程配备TwinPro发酵软件。
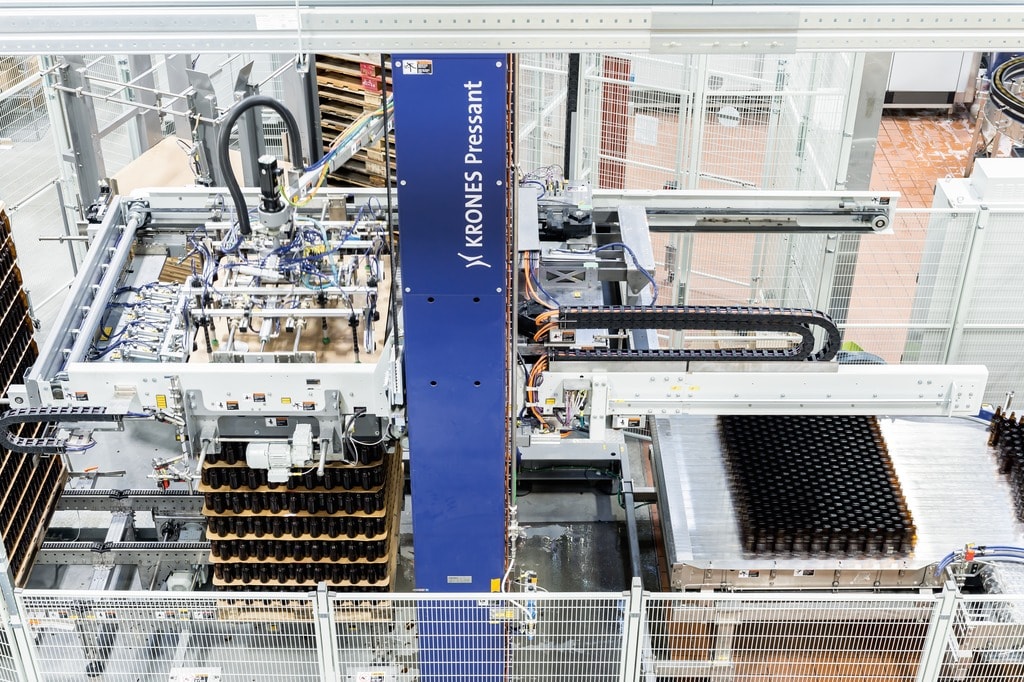
生产线起始于一台Pressant Universal 1N新瓶拆托盘机。
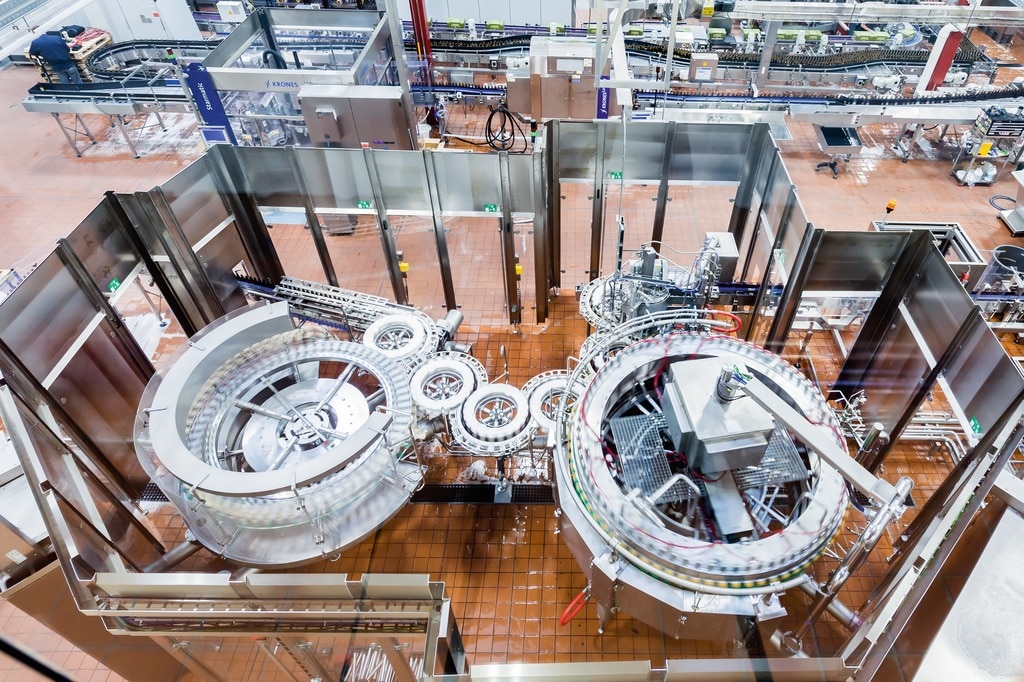
冲瓶灌装组合机包括一台Modpjet冲瓶机和一台Modpfill HRS灌装机。然后,在Checkmat F-X中检测灌装液位。

经过一个缓冲段之后,一台pnadry对瓶子进行吹干,再进入一台配备两个冷胶标站的Starmatic贴标机,粘贴身标、颈标或者背标。

Variopne包装流水线在只有6 x 7米的占地上完成全部最终包装任务。

Variopne的两个模块首先利用机械手生产六瓶提篮,将瓶子装入其中,接下来,将每四个提篮放入同样由Variopne成型的纸箱内,然后直接封箱。

Variopne可以完成5至6台单机的工作,占地面积降低到最多只有常规设备的10%。

最终部分为一台Modppal码垛机以及一台用于托盘加固的缠绕机。

这条玻璃瓶生产线满负荷运行后,Founders公司开始启动下一个项目:将2011年和2013年安装的可同时用于玻璃瓶和易拉罐的克朗斯混合线改造成单纯的易拉罐生产线。

宽敞的饮酒间始终座无虚席。
1
2
3
4
5
6
7
8
9
10
11
12
13
14
现在采用常规的斯坦尼克糖化设备
基于使用原有CombiCube B糖化设备取得的良好经验,Founders公司再次选择了一套斯坦尼克糖化设备 — 由于规模发生了变化,这次采用了一套35立方的常规糖化设备。与CombiCube B一样,这套设备也采用三器组合:糖化-过滤槽,煮沸锅,回旋槽,以及一台乏汽冷凝器,这套设备于2015年7月投入运行。“我们的糖化流程非常简单”,酿造运营副总经理Alec Mpl说。“我们采用单一温度浸出法。由于我们不需要独立的糖化锅进行蛋白质休止,所以我们没有安装糖化锅,而是直接在过滤槽中投料。这样,我们就不需要对糖化锅进行维护和刷洗。“一切从简,确保卫生”,这是我们的信条”,他感到非常高兴:“新的糖化设备非常棒,我们的员工都非常喜欢。它生产出非常出色的啤酒,甚至比CombiCube更容易操作,完全按照我们的需要量身定制。”
糖化-过滤槽的直径为7.5米,比实际需要大约大1米。由此,可以降低单位负荷,这又对57个收集口的过滤时间产生积极的影响。糖化投料以四个小时的节奏进行。“这比CombiCube更加简单,使用CombiCube时,始终有两个糖化批次同时进行”,Alec Mpl说。Founders公司每年大约酿造35种不同的啤酒,其中一些品种每年只生产一次。CombiCube B继续生产所有这些品种。相反,新的常规糖化设备生产大批量的啤酒品种。“CombiCube就像一匹役用马,全自动运行,非常灵活,特别可靠,可以装入集装箱内运输,快速安装。我本来想继续使用CombiCube,但它在产能方面存在限制”,Alec Mpl表示。
乏汽冷凝器降低能源消耗
Alec Mpl也绝不会放弃乏汽冷凝器。在CombiCube B中首次使用时,燃气总消耗就立即降低40%。Founders公司将来自乏汽冷凝器的约65℃热水直接存放在一个大罐中,此后,这部分热水可以用作酿造水,也可以用于大罐的热碱刷洗。“这种大罐刷洗方式效果非常棒,现在使用来自乏汽冷凝器的回收热水后,还降低了成本”,Alec Mpl解释说。“克朗斯做得确实非常漂亮。”作为糖化车间的能源载体,始终没有使用热水,而是采用蒸汽加热。
“我从一开始就非常清楚,我将再次使用一套斯坦尼克糖化设备。克朗斯的产品和服务都是货真价实。尽管美国人和德国人的观点不尽相同,但最后我们都合作得很好。德国人非常注重细节,他们知道自己应该做什么,特别有组织纪律。克朗斯设备非常干净整洁 — 我喜欢这样,因为我喜欢卫生的啤酒厂。最终,我们得到了一套完美的糖化设备”,Alec Mpl说。
全自动发酵间
在安装新的常规糖化设备的同时,Founders公司还将发酵和后储的产能扩大约3.5万千升。新的发酵间于2015年7月投入运行。为此,该啤酒厂安装了15个锥型发酵罐和后储罐,总容为175立方。到2016年底二期工程结束后,发酵间还将再次增加同样的容量,达到10.5万千升。尽管原来的发酵和后储间还在使用人工操作的软管技术,Founders公司决定为一期和二期扩建工程首次采用全自动化方案。克朗斯负责全部管路铺设,安装Evoguard双座阀阵,并为自动化控制流程配备TwinPro发酵软件。
关于自动系统的优势,他认为一方面可以大幅度降低连接软管、刷洗和杀菌的工作量,“因为所有工作都可以通过按键完成”,另一方面在于非常重要的卫生方面,“因为一切本身就很卫生”。三班连续生产时,老的人工操作车间每天需要12名员工,而新的全自动车间只需要4人。
新的克朗斯玻璃瓶灌装设备
继糖化以及发酵之后,Founders公司同时还于2015年夏季投入使用了一套克朗斯玻璃瓶灌装设备,这确实相当于新建一家整体啤酒厂。安装开始于4月份,两个月以后开始首次生产,8月底对两种包装形式验收,效率达到92%至94%。这条生产线按照每小时3万瓶(12流体盎司瓶,相当于350毫升)设计。今后,这条生产线每年也要灌装几次25.4流体盎司瓶(750毫升)— 小批量啤酒,每次投放市场大约6000至1.2万箱。“仅仅通过生产线更高的能力,工时效率就比老线提高150%”,包装经理Matt Sutton说。
生产线起始于一台Pressant Universal 1N新瓶拆托盘机。接下来,配备有机玻璃外罩的多排输送将瓶子分成单排,送往冲瓶灌装组合机。这套组合机包括一台Modpjet冲瓶机和一台Modpfill HRS灌装机。然后,在Checkmat F-X中检测灌装液位。经过一个缓冲段之后,一台pnadry对瓶子进行吹干,再进入一台配备两个冷胶标站的Starmatic贴标机,粘贴身标、颈标或者背标。这里也安装了一台检测商标的Checkmat E,贴标不合格的产品被立即剔除。
“Variopne是一种了不起的设计”
对于Founders公司,后续的Variopne包装流水线技术也是一项全新设计。这套设备在只有6 x 7米的占地上完成全部最终包装任务。Variopne的两个模块首先利用机械手生产六瓶提篮,将瓶子装入其中,接下来,将每四个提篮放入同样由Variopne成型的纸箱内,然后直接封箱。成品发货箱进行喷墨打印日期和编码,利用在线称重装置检查灌装重量。“Variopne是我们当时最大的新鲜事物”,Matt Sutton解释说。“它可以完成5至6台单机的工作,占地面积降低到最多只有常规设备的10%。老实说,我最初还认为配备60多台伺服电机的机器太复杂了。通过参观克朗斯(罗森海姆)工厂的测试中心,打消了我的怀疑”,Matt Sutton说。“Variopne是一种了不起的设计,我们认为非常值得。”
新建一家完整的啤酒厂
糖化
发酵和后储
玻璃瓶灌装设备
生产线改造
每批次35立方
糖化-过滤槽
煮沸锅
回旋槽
乏汽冷凝器
约3.5万立方
15个锥形发酵和后储罐(总容约175立方)
管路铺设
Evoguard双座阀阵
TwinPro发酵软件
CIP设备
酵母间
热能回收
每小时3万瓶(12流体盎司瓶,约350毫升)
Pressant Universal 1N新瓶拆托盘机
多排输送
冲瓶灌装组合机,包括Modpjet冲瓶机和Modpfill HRS灌装机
Checkmat F-X检测系统(液位检测
缓冲段
pnadry容器吹干机
Starmatic贴标机
Checkmat E检测系统(商标检测)
Variopne包装流水线
用于托盘加固的缠绕机
Modppal码垛机
LDS生产线记录系统
以前:用于玻璃瓶和易拉罐的克朗斯混合线,能力为每小时1.8万瓶(罐)。
现在:每小时2.4万罐的单纯易拉罐生产线。
Contact person
Jerl JenkinsKrones Inc. USA电话: +1 214 9490366电子邮箱